





-
应用炉身静压监测技术判断高炉炉况 李传辉,安 铭,刘崇慧,李芳坤 (济南钢铁集团公司) 高炉炉身静压检测是80年代初宝钢从国外引进的新技术,从80年代末期开始,在国内大中型高炉有了广泛的应用。采用该技术以前,炉内只有炉顶压力和热风压力两个压力监测点,高炉操作者主要根据这两个参数的变化判断炉内气流的变化程度。但这两个参数的变化只是炉内气流分布状态发生变化的一个综合体现,要具体判断在高炉纵横两个断面上究竟在什么部位发生了变化,变化的幅度有多大,是非常困难的,而且这两个参数的变化有相对滞后性,一旦顶压与风压发生剧烈变化,预示着炉况的变化已成结果,再采取补救措施,已为时过晚,有可能造成炉况大幅度波动,甚至炉况失常。应用炉身静压监测技术后,可以直接监控高炉纵向不同位置炉内煤气流压力的变化情况,使超前判断炉内局部气流的变化成为可能。
1 炉身静压检测原理 炉身静压设备通常是在高炉的炉腹、炉身下部、炉身上部三层位置周向均匀开4~6个直接通到炉内的取压孔,在高炉正常生产的过程中,用氮气连续吹扫取压孔,以使取压孔不致被炉内粉尘或炉料及渣铁熔融物堵塞。其工作原理是:把高炉看作是一个有压容器,向有压容器吹入高于炉内压力的气体时,P吹与P炉之间有以下比例关系: P吹 -P炉= KZQ
其中 K 为常量系数,Z 为沿程阻力,当吹扫管确定后,Z 也是常量,Q 为吹扫气体流量,如果是恒流量吹扫,也是常量,所以 KZQ 是个常量,将 KZQ项表示为△P也就是压损。吹扫公式就成为P吹一P炉=△P,改变一下形式就成为:
P炉= P吹 -△P (1)
此式的△P不用计算法取得,而是用停吹法取得的。静压检测原理示意如图 1 所示。
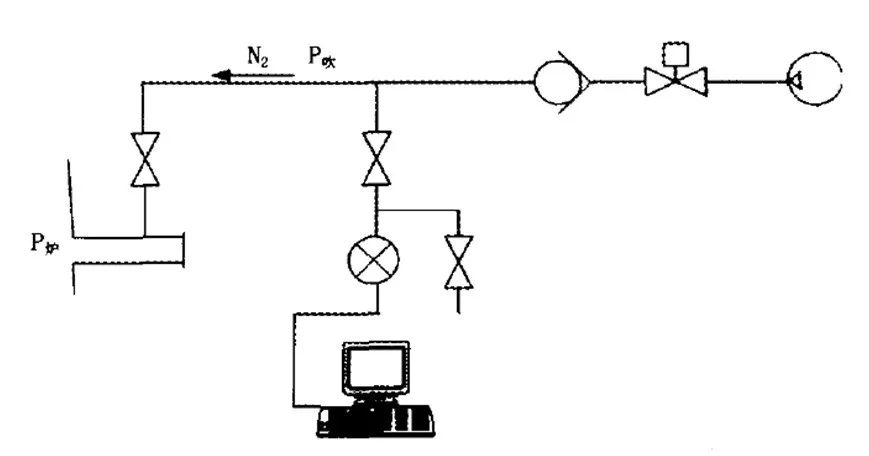
图1 炉身静压检测原理示意
关闭切断阀时,停止吹扫。P吹和P炉近似相等。也就是吹扫压力和炉内压力相等,取出P吹值。用停吹前的P吹值减去停吹时的P吹值即为△P 值,将△P 值代入公式(1)即可得出此点的炉内压力值。一般每4~6h 停吹一次,停吹时间少于30s,停吹、开通吹扫等动作控制可由计算机控制自动完成。
2 应用炉身静压判断高炉炉况
2.1 判断高炉周向气流稳定程度
炉况稳定程度一个重要标志是周向气流稳定。高炉各段周向气流的稳定程度可以根据炉身静压各段周向各点的波动程度来判断,周向气流稳定的主要表现为:四点静压值曲线平滑无尖峰,三条曲线平行运行,各点静压值相差不大,曲线交织情况很少发生。
2.2 判断高炉“操作炉型”
操作炉型的稳定是高炉炉况稳定的基础。高炉纵向各部位的气流时时刻刻都在发生变化,只是变化的幅度有大有小,小范围小幅度的波动是正常的,是炉内煤气流适应外部条件变化的自我调整,但一旦量变积累到一定的程度,必然发生质的变化,最终体现在操作炉型发生变化。在某一时段内(≤3天),炉身静压四点曲线值高低顺序值是固定的,不会发生变化,但随着气流的不断变化,三点曲线值的高低排列顺序有可能发生改变,只要这种改变不是短暂的、频繁的,我们就可以认为是“操作炉型”发生了变化。如果四点曲线值仍然能够保持平行运行,炉况没有大的波动,可以认为是“操作炉型”的自我调整,不会对高炉炉况发生负面影响;但如果四点曲线值偏差越来越大,高炉压量关系吃紧,可以认为“操作炉型”发生大幅度变化,气流有偏行的可能,操作者就要通过调整上部和下部制度加以纠正。
2.3 判断炉墙局部粘结
高炉因原燃料条件变化或因操作不当悬料时,坐料有可能使炉墙局部粘结,也可能使附着物脱落。某部位粘上附着物的判断依据是该部位下部静压力偏高,但上部静压力偏低,如果是一种短期行为,一个周期后,这种现象消除,说明该部位附着物脱落,对比该部位炉体温度上升,下方风口下粘结物,可以进一步得到验证,高炉应及时采取提高炉温的措施,防止低温附着物直接进人炉缸,造成炉凉事故;如果是一种长期行为,该部位炉墙有可能粘结,严重时甚至结瘤,该部位炉体温度如果长期偏低,下部风口下生料,可以进一步验证,高炉就必须采取措施果断进行洗炉处理,防止炉况出现大的失常。
2.4 判断“管道”行程
高炉风压在一定范围内波动(±5kPa)是正常的,但有时风压的波动却预示着“管道”行程即将发生,如何区别正常波动还是因“管道”产生的波动,炉身静压可以提供明确依据。炉况“热行”,风压慢爬,这时四点静压值同时上爬,这种情况就可以排除“管道”的可能,但是如果某个方位的静压值突然上升,风压表现却是不断下降,必然伴随着局部“管道”的发生,一旦塌料“管道”堵死后,该方位静压值降下来,风压水平却大幅度上升,有时高炉不得不大幅度减风控制,以防止“悬料”事故的发生。
2.5 判断“悬料”发生部位
如果是上部悬料,炉身上部的静压值波动的尖峰要比炉腹部位的静压波动尖峰值早5~10s 的时间;如果是下部悬料,炉腹部位静压值有一个急剧上升的尖峰,而炉身上部静压值会有小幅度的回落。上、下部静压波动进行对比,就可以判断出悬料的部位所在,高炉操作者就可以做到“对症下药”,采取措施进行处理。
2.6 为超前防范炉况失常提供可能
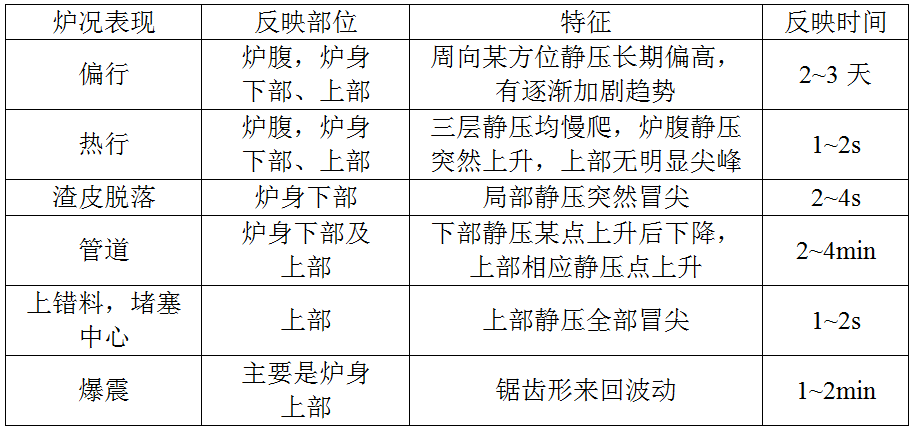
通常情况下,静压变化反映的时间要比风压的反映时间至少早2~10s,特别是因管道而造成的悬料,可以提前2~4min 预知,这就为超前防范炉况失常的发生提供了可能,使炉况的调剂措施大幅度超前,大大提高了炉况的顺行指数。炉况各种变化通过静压的反应部位及时间见表1。
表1 各种炉况变化通过静压的反映部位及时间
3 炉身静压监测设备维护
3.1 保证吹扫压力
炉身静压设备能够正常运行的关键是保证 N2 吹扫压力要大于炉内压力至少0.1MPa 以上。目前国内大中型高炉应用炉身静压技术的高炉不少,但真正能够利用起来的并不多,其中一个主要原因就是因N2压力不能得到有效保证,造成取压孔长期堵塞,最终导致炉身静压设备废弃不能利用,非常可惜。
3.2 定期检查吹扫流量有无变化
如果设定流量值不断变小,甚至没有吹扫流量,就意味着取压孔有可能堵塞,应利用高炉休风机会人工打开取压孔进行清理,直至畅通为止。
3.3 保证气动控制系统灵活好用
定期检查炉身静压设备气动控制系统运行状况,特别是要定期对吹扫切断阀进行点检润滑,以保证该阀畅通,灵活好用。防止因该阀失灵,停吹前后压力相等,造成炉身静压监测值“失真”。
(责任编辑:zgltw)
