柳钢二号炉护炉实践及炉缸炉底侵蚀调查
时间:2025-07-10 01:42 来源:中国炼铁网 作者:zgltw 点击:次
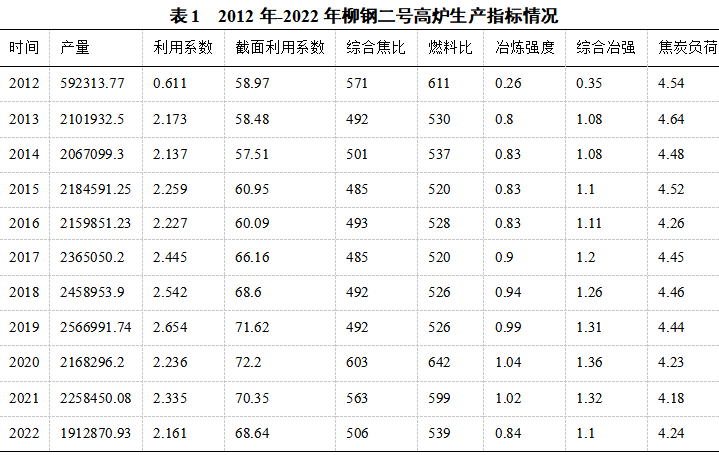
田波 全建 邱未名 许勇新 廖玉通 邓耀云 杨紫麟 袁武均 (柳钢炼铁总厂) 摘 要 随着高炉大型化的不断发展,高炉长寿技术的研究迫在眉睫,而高炉炉缸砖衬的侵蚀速率作为高炉寿命的限制性环节,受到了高炉操作者的密切关注。柳钢二号2650m³高炉一代炉龄维持了10年1个月,在国内同等炉容高炉中炉龄属于较短行列,通过对二号高炉进行炉缸破损调查,研究炉缸的侵蚀行为与机理通过对柳钢二号高炉停炉后炉缸以及炉底不同标高耐火材料侵蚀情况进行测量,根据日常操作情况,分析炉缸以及炉底侵蚀原因,为高炉炉缸长寿冶炼提供经验支持。 关键词 高炉 炉缸 侵蚀机理 护炉操作 前言 柳钢2号高炉,有效容积为2650m³,由柳钢设计研究院自主设计并于2012年9月3日正式点火投产。2#高炉共设3个出铁口,30个风口,冷却壁采用薄壁炉衬,陶瓷杯炉缸,采用INBA法渣处理工艺,同时配备4座球式热风炉,具备年产生铁230~250万吨的生产能力。于2022年10月15日停炉大修。 1. 炉缸炉底结构 炉缸主要分为14层,炉底砌筑底面采用碳素捣打料构成,第一层选用石墨块砌筑而成,2层3层则是由微孔碳砖砌筑而成,第4层至第14层均采用超微孔炭砖砌筑,6层、7层、8层配合刚玉莫来石以及粘土砖组合砌筑,刚玉莫来石与超微孔炭砖间隙以及刚玉莫来石与粘土砖间隙均以刚玉质捣打料填充。 2. 高炉护炉生产情况 柳钢二号高炉自2012年9月投产以来,各项指标逐步提升,2015年至2019年间燃料比达到520kg/TFe左右,最高年产量达256.69万吨,自2021年年初开始,炉缸侧壁温度逐步上升。
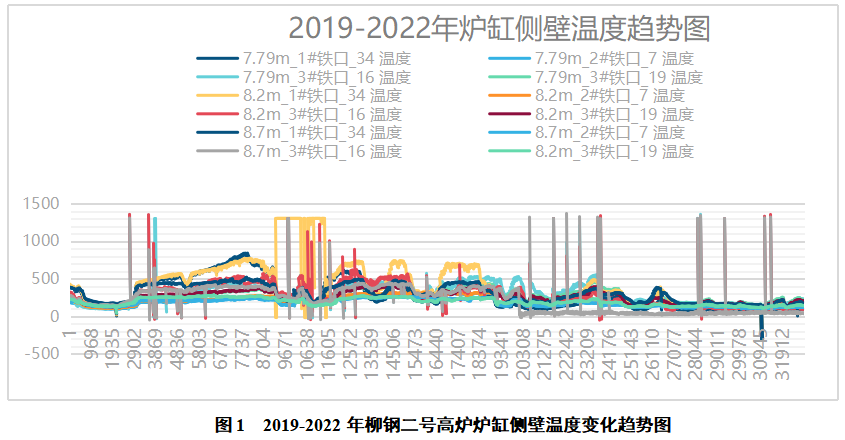
柳钢二号高炉炉缸侧壁温度自2019年5月开始逐步升高,其中1号铁口下方7.79m标高处的温度由2019年年初的 130℃逐步升高,至2019年11月28日达到历史最高点842.4℃,3号铁口下方7.79m标高处温度由120℃逐步升高之713.5℃,炉缸侵蚀情况十分严重,图1所示即为柳钢二号高炉各铁口不同标高处温度变化趋势图。
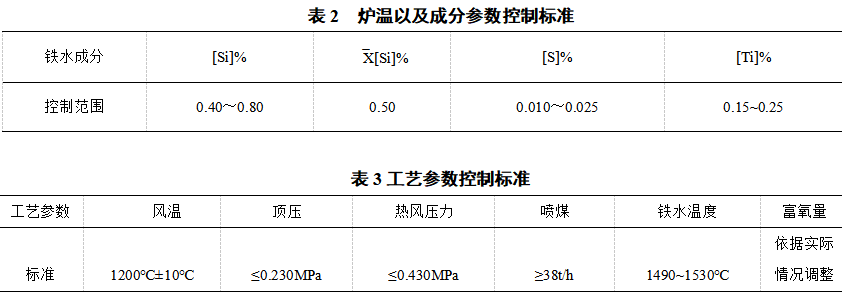
3. 护炉措施 针对炉缸侧壁温度上升的问题,高炉操作人员联合技术部门联合制定了炉缸侧壁温度上升时得临时作业指导书,要求当班人员严格按照指导书内容,严格把控各项参数,发现异常及时汇报,及时处理。 3.1 参数调整 炉温以及各项参数控制标准如表2与表3所示
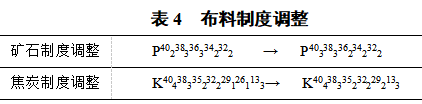
3.2 原料调整 通过添加钒钛球护炉冶炼,添加钒钛球进行护炉冶炼在柳钢的长期生产实践中取得了卓越成效,这一技术的应用取得了不错的效果。添加钒钛球后通过将高炉的还原性条件将TiO2还原成为Ti,当铁水中的C和N达到饱和状态时,与Ti结合生成TiC和TiN以及其固溶体Ti(C、N),TiC和TiN以及其固溶体Ti(C、N)主要是距离炉缸冷却壁较近区域生成、发育、集结,特别是已经被铁水所侵蚀的砖缝以及内衬表面,由于Ti(C、N)熔点较高,因此起到修复炉缸、保护炉缸的作用。 3.3 压力灌浆 对冷却壁进行压力灌浆,采用碳化硅等材料,通过打压灌浆的方式,填充碳砖以及冷却壁之间的缝隙,一方面能够有效阻止煤气外逸,另一方面利用传热保护碳砖。 3.4 加强铁口维护 对铁口加强维护,通过铁口打磨器对铁口泥套进行打磨修理,出铁过程中实时监控,及时清理铁口附近的渣铁,保证每炉打泥量足够,控制打泥量在2-2.5格之间,足够的打泥量能够保证铁口形成稳定的泥包,一方面能够保证铁口有足够的深度,保证铁口正常,另一方面形成的泥包能够极大程度的保护铁口周围区域的砖衬,避免受到渣铁流以及游离焦炭对铁口附近砖衬的冲刷。 3.5 制度调整 制度方面采取压边政策,同脚差布料,同时增加最外圈矿石圈数,达到提高煤气利用率,降低煤气流对炉墙的冲刷作用,以此来达到保护冷却壁的作用。
|
- 上一篇:高炉煤气分布的作用和控制
- 下一篇:炉缸侵蚀情况统计