





-
刘文明
(首钢通钢炼铁事业部)
摘 要 通钢2号高炉是炼铁事业部2007年投产的第一座2680m3高炉,炉顶现场设备采用卢森堡PW公司的串罐式无料钟设备,整个上料程序采用罗克韦尔AB 系统,至2007年9月高炉开炉以来,上料程序存在缺陷,均压放散存在隐患,不仅造成备件成本和工人的劳动强度增加,而且还严重制约了高炉生产,乃至公司整个钢铁流程的生产节奏。为了尽快解决问题,设备专业和工艺专业人员,研究提出优化该程序的整改方案,设计出新型的放散阀压紧装置。取得了良好的经济效益和环境效益。
关键词 程序优化 布料灵活 均压 放散阀压紧装置改造
1 前言
由于近年来科学技术的不断进步,钢铁产能过剩,企业利润下降,公司面临高成本压力,降低企业的生产成本成为钢铁企业生存的必然趋势。通钢二号高炉上料程序罗克韦尔AB 系统得不到升级,造成上料程序的不完善;同时高炉炉顶均、排压设备方面存在的系统故障多,如均压放散阀门本体连杆开裂、退扣,料罐压力不稳,有泄压现象。均压放散液压系统开启缓慢,影响高炉上料检测程序,造成高炉主皮带带料停机。促使高炉生产环节受到限制,虽然聘请外部专业人员进行修改,效果不好,达不到使用使用要求,后经过作业区专业人员与工艺人员的不断分析、研究,针对其上料程序的缺陷,不断优化程序;对均压放散阀门本体压紧装置改型改造、系统提高液压,在各回油管路上增设叠加式单向阀等方法,解决了冬季生产制约高炉生产的炉顶液压系统内泄,均压放散阀门故障频发的问题,取得了显著效果。
2 程序系统与炉顶均压放散系统现状
2.1 程序系统现状
该上料程序在使用过程中,满足不了现阶段生产需求,一方面槽下烧结矿称斗最大容量24T(传感器量程45吨),超过24吨称斗满,如果继续增加烧结用量,将自动分三斗备料。原槽下返矿粉皮带、返矿倾角皮带只能满足同时启动两台烧结筛的返粉量,如同时启动3台烧结矿筛备料,将立即导致大量落料,导致返粉皮带憋停,进一步导致返粉皮带损坏,满足不了工艺需求(烧结矿批重最大量为47.5吨或烧结比例大于76%,超过此吨数,只能退矿满足上料),由于上料系统每批料中矿料种限制一批料只能备4个矿种,(目前实际每批料入炉包括:烧结矿、球团矿、自产焦丁、外运焦丁、生矿)。12#、13#焦丁批批备料占用矿种,导致无法增加料种。另一方面原有的料闸开口度为固定值,存在料流下放时间与布料圈数不匹配的问题,可能没达到工艺要求的布料圈数,或已经达到布料圈数料流仍未放完,炉内布料精准度不够,造成调整装料制度比较单一,灵活度不够,严重影响高炉上料秩序,为生产带来很大隐患问题。再一方面原有料单画面中,焦矿共用一套溜槽倾动角度控制程序,无法将焦、矿倾动角控制程序分开,调整装料制度精确度不够、不灵活,影响高炉稳顺。由于冬季寒冷,槽下各称斗油缸动作缓慢,备料缓慢,易造成高炉空料线作业,为生产带来很大隐患。
2.2 炉顶均压放散阀现状
(1)炉顶均压放散阀门中的密封圈使用时间短,密封圈损坏后,料罐均压时料罐不保压泄漏。泄漏严重时,就得微机人员就得自动改手动操纵,均压一直在冲压状态,造成煤气浪费。由于是手动操纵,有时间差别,进而影响上料秩序,造成高炉空尺,对炉型维护稳顺不利。还有就是均压放散阀时有开裂和退扣现象,造成设备故障,高炉炉内空尺,高炉减风、减氧,出现单罐上料,维护人员在线带煤气作业补焊维修阀门等危险作业问题,影响高炉稳顺。
(2)均压、放散阀液压系统中阀门液压油缸开启时间长,开启速度在13秒左右,炉内料速快时,影响微机高炉主皮带三检测点检测信号反馈(上密开启信号),由于信号反馈慢,影响上料速度,微机程序发出报警故障,造成高炉主皮带、供矿皮带、供焦皮带经常连锁带料停机,微机人员就得重新确认启动各条皮带,同时经常带负荷启动皮带会对皮带设施中的电机、高低压电气设备带来不可预知的危险因素,产生设备故障,如主驱减速机连接柱销断裂等,处理这些故障高炉需要在减风、空尺状态下进行,影响高炉正常上料秩序。其次液压管线内油沫多,岗位工人还得不定期现场进行排油处理。有时候为生产需要,就得把液压系统压力提高,进行维持生产。由于液压系统压力提高,伴有炉顶液压系统设备出现液压胶管鼓包、O型密封圈损坏外泄等故障发生。如果点检不及时发现这些问题,就会造成油管串油等事故,高炉炉顶上不了料,高炉减风、休风隐患,影响高炉生产秩序。
3 方案设计与实施
3.1 解决增加矿种、降低返粉皮带过料量难点
(1)原程序12#、13#焦丁批批备料占用矿种,导致无法增加料种,修改后程序忽略12#、13#焦丁矿钟,称空即备料,跟第一斗烧结放料,采用烧结、球团、大栗子、烧结,烧结、球团、烧结、烧结循环料制,解决料种限制,能够满足烧结矿批51吨以下上料,不影响上料速度。
(2)原程序烧结矿重超24T分斗,分斗后三斗同时启动备料返粉皮带、倾角皮带返粉量满足不了,修改后程序,分斗后三种烧结矿先备两斗,备满后备最后一斗烧结,解决返粉量大问题,满足烧结矿批大于51吨/批,但是上料能力每小时≦6.75批。
经过反复论证、试验,针对此次程序修改,形成如下上料方案:烧结矿小于48T,使用原程序;烧结矿大于48T,小于51T,用1#烧结称与其余5个称搭配使用,先任意备满两斗后备1#烧结称。
烧结矿大于51T,程序执行任意选3斗,先备满两斗,再备另一斗,可满足大矿批高烧结比例上料。
3.2 解决料闸开口度不精准难点
料闸开口度是通过PLC模拟量输出的4-20mA信号,控制液压比例放大阀的开口角度,来调节高炉入炉料流的大小,料流越大,炉内布料圈数越少,料流越小,炉内布料圈数越多,原有的料闸开口度为固定值,存在料流下放时间与布料圈数不匹配的问题,比如入炉料流结束,可能没达到工艺要求的布料圈数,或已经达到布料圈数料流仍未放完,因此,需要通过微机上料画面手动调节料闸开口度来实现料流下放时间与布料圈数能够互相匹配,操作频繁,炉内布料精准度不够。
为此根据不同料种比重的不同,不同料种下料时间的不同,决定了同样的布料圈数,料闸开口度的不同,结合上一批理论与实际布料圈数或多或少,通过PLC内部程序的修改和不断完善,利用程序内增加加减功能块,每次加0.2或减0.2,再判断圈数,又用小于功能块判断把最低数赋值,分别实现焦炭和矿自动修改和调整料闸开口度大小,以满足布料圈数的最小误差。实现料流下放时间与布料圈数能够相互匹配,大大的降低了微机操作工的劳动强度,操作简单,提升了炉内布料的精准度。
PLC程序内料闸开口度控制在修改前与修改后不同料种(焦炭和矿)的相关PLC程序。
修改前的PLC程序,如图1。
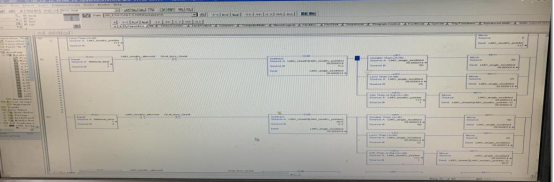
图1
修改后的料种程序1(焦炭),如图2。
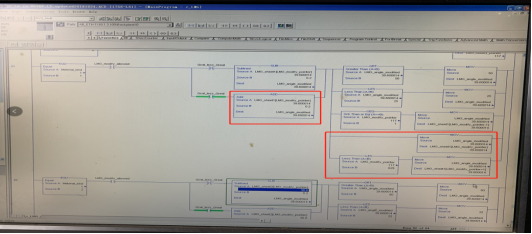
图2
修改后的料种程序2(矿),如图3。
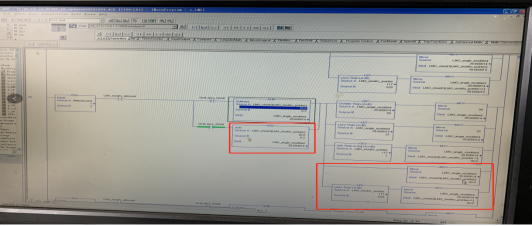
图3
(责任编辑:zgltw)
