





-
刘文明
(首钢通钢公司炼铁事业部)
摘 要 2019年以来,通钢2号高炉受内外部因素影响,风口装置损坏严重,不仅造成备件成本和工人的劳动强度增加,而且还严重制约了高炉生产,乃至公司整个钢铁流程的生产节奏。为了尽快解决风口装置频繁损坏问题,对风口损坏原因进行了系统分析。首先对弯管、直吹管插枪角度、喷煤枪长度、厚度、材质进行优化改造;其次制作了防止含镐纤维密封垫偏离的专用工具、优化小套配管工具,同时治理中套上翘变形;再次改造工业水,提高冷却强度等一系列的解决措施,最终实现了煤枪的平均使用寿命达到60天以上,风口小套的平均使用寿命达到10个月以上。经过风口装置的技术改进和实际应用,通钢公司因风口装置损坏造成的安全和生产节奏打断问题得到有效解决,同时高炉经济技术指标得到提升,取得了良好的经济效益和环境效益。
关键词 高炉 风口装置 小套 改进 应用实践
通钢公司2号高炉(简称2号高炉)设计有效炉容2680m3,于2017年9月25日中修后开炉。2号高炉设计3个铁口,30个风口,炉底采用大块碳砖加陶瓷垫技术、炉缸采用大块碳砖(中修只更换上部两层大炭块至风口部位的耐火砖)及铁口区碳砖加厚设计、炉底炉缸侵蚀预报监测技术、顶燃式热风炉、烧结矿分级入炉及焦丁回收技术、串罐无料钟炉顶设备、联合软水密闭循环系统、明特法+底滤池渣处理设施(冲渣水冬季供厂区采暖余热利用)、全干法煤气除尘+“TRT”发电装置等。
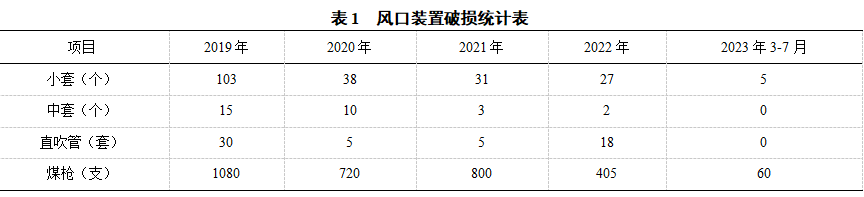
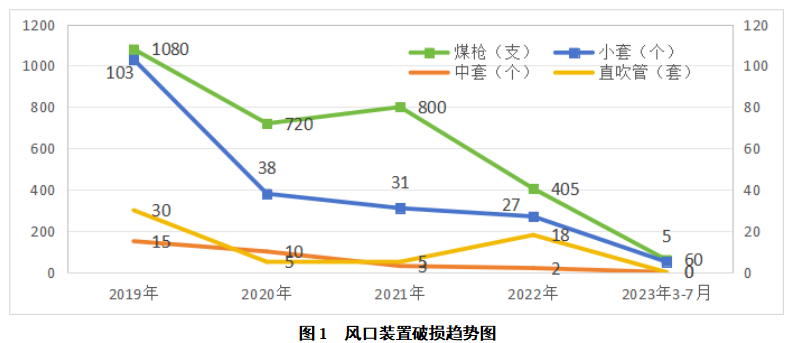
2019年-2022年,由于内外部因素影响,共更换了199个风口小套,38个中套,煤枪3065根。由于频繁休风换套,不仅造成备件成本和工人的劳动强度增加,还严重制约了高炉生产,乃至公司整个钢铁流程的生产节奏。为了尽快解决风口装置频繁更换问题,对风口损坏原因进行了系统分析,并进行了一系列的解决措施,最终实现了风口装置的长寿运行。
1 风口装置损坏原因分析
通过分析认为,风口装置频繁损坏的原因主要包括以下几方面:一是入炉原燃料锌负荷、碱负荷高;二是高炉操作制度不合理与操作方式不当;三是频繁换套,野蛮操作,促使风口中套上翘,风口回旋区不规则;四是直吹管煤枪角度大,耐火材料薄,煤枪深入小套内距离短,管径薄;五是小套配管不标准,上直吹管过程中与小套管不匹配;六是小套进水压力低,水速不高。
高炉除严把原燃料质量关、炉内排碱操作外,对后四种原因做了相应的解决方法,促进了高炉安全稳定生产。近几年数据统计结果见表1和图1,小套、煤枪破损照片见图2和图3。

2 风口装置改造措施
2.1 弯管、直吹管优化改造
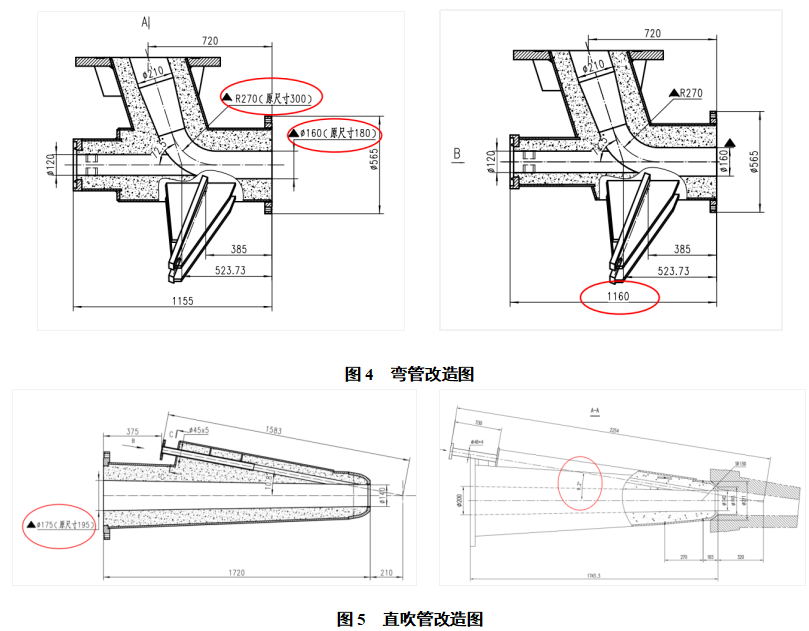
通钢二号高炉风口原弯管、原直吹管与弯管法兰温度经常高(生产一段时间,温度≧300℃)时有发生,外部需要增加氮气冷却,不仅造成能源浪费,而且存在烧穿隐患。经过现场研究进行改造,改造主要内容如下:原弯管内部直径从300mm改为270mm,原直吹管与弯管法兰内部直径从180mm改为160mm,直吹管内部直径从195mm改为175 mm(增加直吹管耐火料层厚度)。
2.2 喷煤枪优化设计改造
通钢二号高炉喷煤采用斜插式喷煤枪,为不锈钢无缝钢管制成(06Cr25Ni20),既能抗高温氧化又能耐煤粉磨损。喷煤枪从直吹管插入,喷枪中心与风口中心成10.8°夹角,斜插式喷枪配有带逆止热风装置。其特点是直接受热段短,不易变形烧坏,操作简单,移动方便。但存在着喷枪插入深度不够、位置和角度不合适等问题,煤粉不仅容易磨损风口造成风口损坏,还会降低煤粉燃烧效果。
为了避免风口磨损并提高燃烧效率,对直吹管内煤枪进行了优化设计和改造。改造要点包括:(1)各支管由原38mm×6无缝钢管改为40mm×6无缝钢管;(2)喷煤枪由原22mm×3改为27mm×4,喷煤枪阀门内径由原18mm改为20mm;(3)直吹管插枪角度由原10.8度改为9.2度;(4)插枪深度由原来的230mm优化为400mm;(5)考虑到中套上扬变形及喷煤枪下沉等因素影响,将插枪点由小套中心线上移10mm。
改造前原喷煤枪长度2.2米,进风口小套内150cm-200cm,改造后喷煤枪长度2.4米,进风口小套内350cm-400cm,有效的防止喷煤枪对小套的磨损,增长风口小套和喷煤枪使用时间,增加喷煤量,改造前后对比图见图4和图5。
(责任编辑:zgltw)
